CFD Simulation of the E-coating Process in PreonLab

When it comes to complex and costly automotive manufacturing processes, using reliable simulation tools to supplement expensive prototyping and physical testing has proven to be a very efficient method of optimizing the design stage. Therefore, the automotive industry is constantly looking for appropriate solutions for it. In the case of e-coating, this includes optimizing the various design parameters like tank dimensions, vehicle trajectory, line speed, and geometrical details of the vehicle body also known as Body in White (BIW). CFD tools, such as PreonLab, that provide not only high accuracy but also lean workflows and short computational times, are highly beneficial for this purpose. The ultimate goal is to gain reliable insights into how design parameters affect the process and to optimize these parameters. PreonLab provides powerful in-built post-processing tools for this purpose, including a wide range of options such as wetting, force, volume, and pathlines sensors.
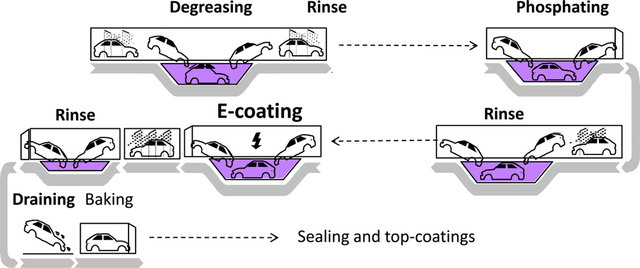
In this article, we will look at the e-coating process and show the capabilities of PreonLab in simulating and optimizing the fluid-dynamic aspects of this process.